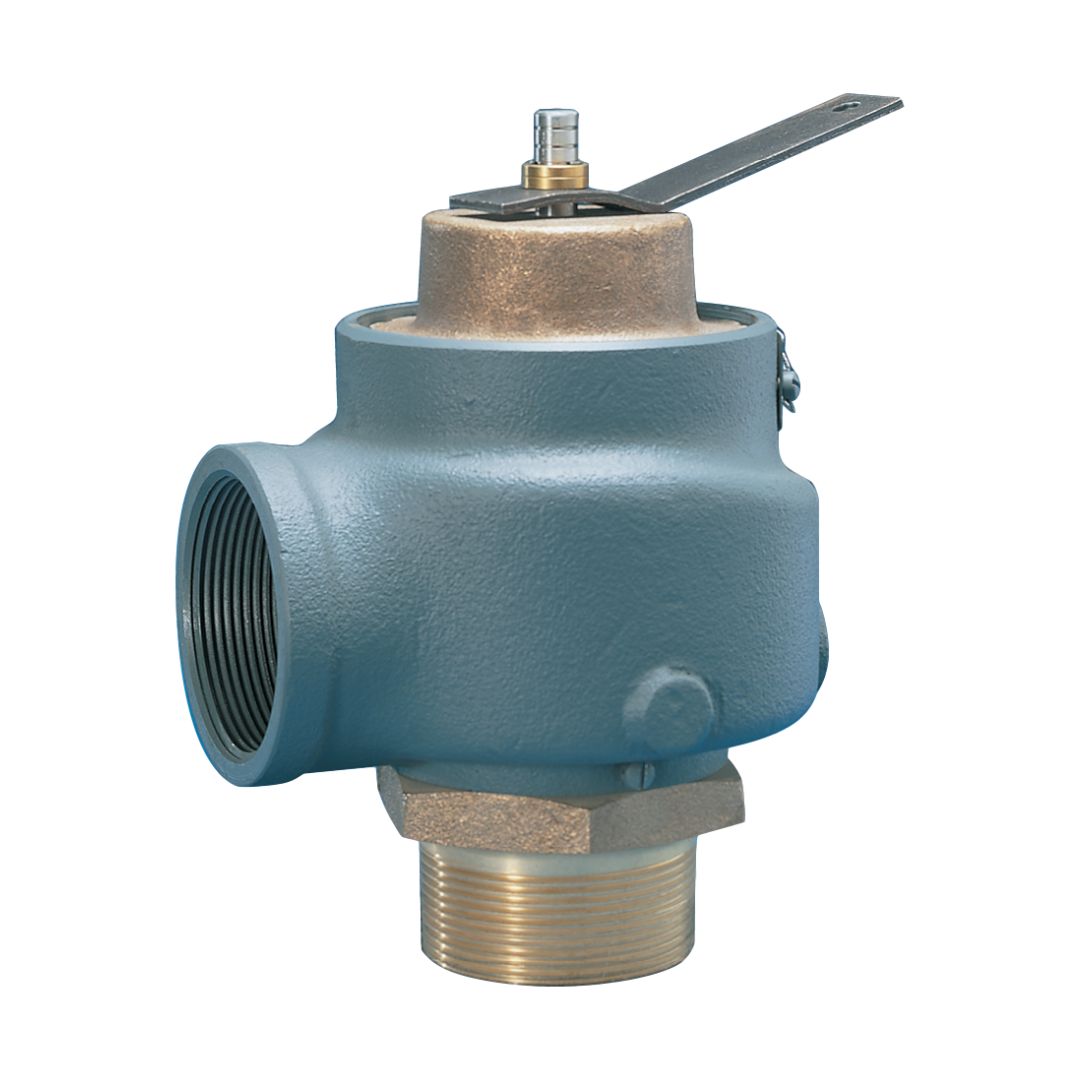



Kunkle Valve manufactures high-performance safety and pressure relief valves for industrial and commercial applications, covering steam, air, gas, liquid, cryogenic, high-temperature, and vacuum service.
Available from ¼" NPT to 6" flanged, Kunkle valves handle set pressures from vacuum to 7,500 psig and temperatures up to 850°F, offered in Brass, Bronze, Carbon Steel, Stainless Steel, Cast Iron, and Aluminum.
ASME Section I, IV, VIII & XIII certified models with National Board-rated relief capacities are available, along with non-code versions. Every valve is factory set, tested, and sealed per customer specifications to ensure performance and prevent tampering.
|
© 2026 Power Plus International, Inc. d/b/a Boiler USA, All Rights Reserved. |